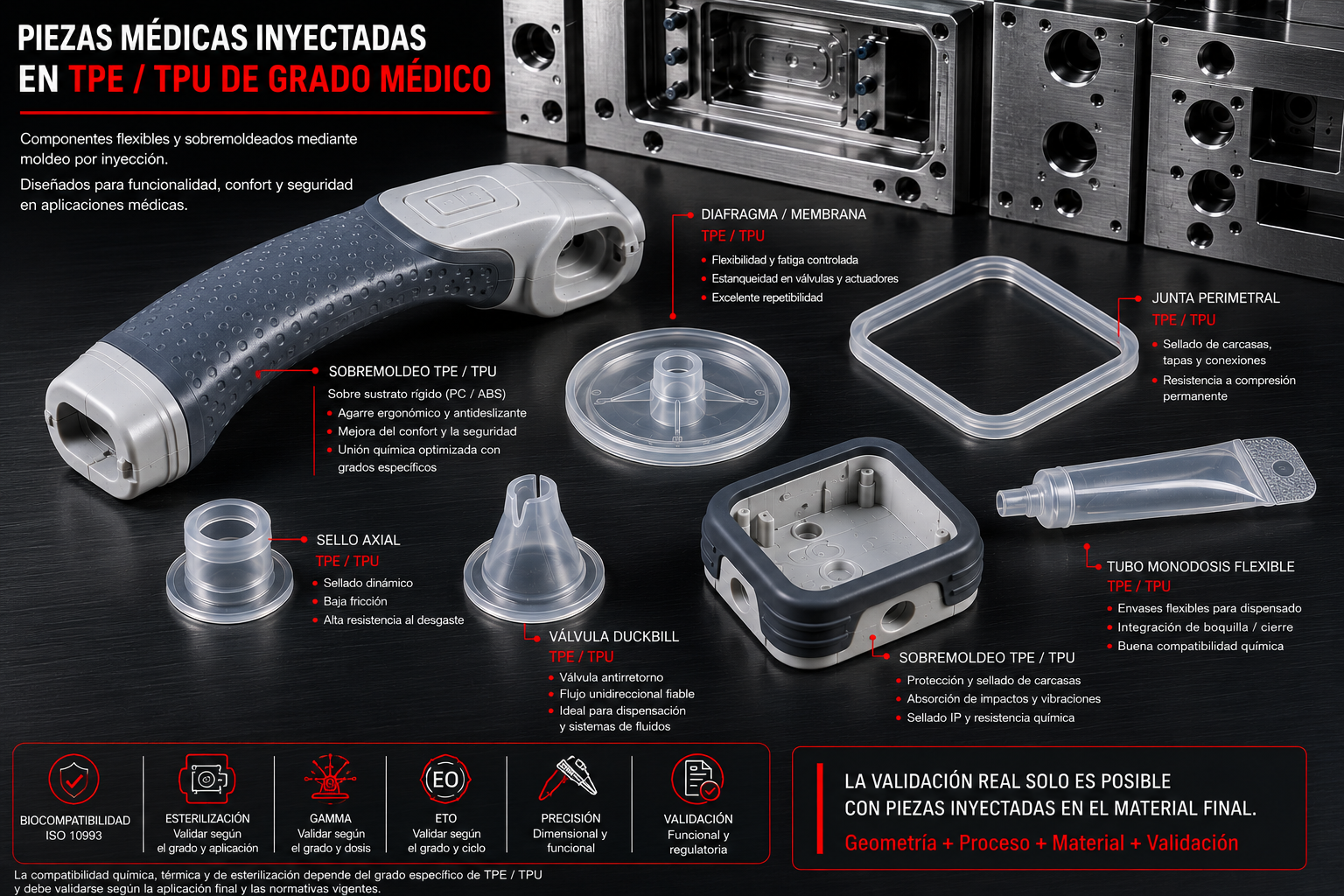
Los elastómeros termoplásticos (TPE, TPU, TPV, PEBA) se utilizan cada vez más en dispositivos médicos: grips ergonómicos, válvulas, membranas, interfaces táctiles, juntas, sistemas sobremoldeados y componentes de contacto con el paciente. Sin embargo, muchos proyectos siguen validándose mediante prototipos rígidos, impresión 3D o materiales equivalentes que no reproducen el comportamiento real del componente final. Cuando el producto pasa de un termoplástico rígido a un elastómero, no cambia solo el material — cambian el proceso, el molde, la validación y parte del riesgo regulatorio.

Cuando el componente final utiliza material elastomérico de grado médico, aparecen variables que solo pueden evaluarse mediante inyección con material final:
- ✔ Comportamiento real de desmoldeo
- ✔ Dureza Shore procesada
- ✔ Contracción y recuperación elástica
- ✔ Adhesión en sobremoldeo
- ✔ Compatibilidad con esterilización
- ✔ Validación funcional y regulatoria
El error habitual: validar un elastómero con lógica de pieza rígida
En piezas rígidas —PC, ABS, PA66, POM— la validación temprana suele centrarse en geometría, tolerancias, ensamblaje, interferencias y acabado superficial. La pieza llena, solidifica y conserva la forma. Las incertidumbres suelen estar en contracción, alabeo o cosmética.
Con un TPE médico la situación cambia. La elasticidad introduce fenómenos que no existen en piezas rígidas: recuperación elástica, deformación en expulsión, stickiness en cavidad, sensibilidad térmica, dependencia de velocidad de deformación, variación funcional por dureza Shore e interacción con esterilización.
Un prototipo rígido valida forma. Un prototipo inyectado valida comportamiento.
Primer reto: el desmoldeo en TPE es funcional, no solo geométrico
En materiales rígidos, un draft insuficiente suele producir mayor fuerza de expulsión, marcas superficiales o desgaste. En TPE el problema cambia: la pieza se deforma para salir y después debe recuperar la geometría.
Una retención moderada que sería aceptable en ABS puede convertirse en deformación permanente, marcas de expulsión, desgarro local, blanqueamiento, sticking o deformación funcional.
Este fenómeno aparece especialmente en:
- Componentes sobremoldeados: empuñaduras, grips ergonómicos, zonas antideslizantes
- Elementos flexibles: membranas, válvulas, labios de sellado, clips blandos
- Interfaces táctiles: equipos diagnósticos, elementos hápticos, dispositivos de mano
Por eso el desmoldeo real solo puede evaluarse cuando la pieza se fabrica mediante inyección con el material final.
Segundo reto: la respuesta funcional no depende solo de la dureza Shore nominal
En muchos expedientes aparece "TPU 70A" o "TPE 50 Shore A" y se asume que esa propiedad está validada. No necesariamente. La respuesta de la pieza depende del grado, el espesor, el acondicionamiento, la geometría y el historial de proceso; por eso la dureza nominal de la ficha no sustituye la evaluación funcional del componente.
En dispositivos médicos, pequeñas desviaciones importan. Una variación de pocos puntos Shore puede afectar a:
- Sellado: estanqueidad, esfuerzo de inserción, cierre de válvulas
- Ergonomía: sensación táctil, agarre, confort
- Función mecánica: rigidez, desplazamiento, recuperación elástica
Por eso la dureza debe validarse sobre pieza procesada, no únicamente sobre especificación de material.
Tercer reto: el TPE tiene memoria de proceso
Los elastómeros termoplásticos son materiales viscoelásticos. Su respuesta depende de tiempo, temperatura, velocidad de deformación e historia térmica. Dos piezas geométricamente idénticas pueden comportarse diferente.
Esto afecta a: compresión, relajación, recuperación, tacto y respuesta funcional.
Una impresión 3D flexible no reproduce líneas de flujo, compactación, orientación, contracción real ni historial térmico de inyección. Por eso un TPU impreso no equivale necesariamente a un TPU inyectado.
Sobremoldeo en dispositivos médicos
Muchos dispositivos médicos combinan PC + TPE, ABS + TPU o PA + elastómero técnico. Aquí el problema deja de ser la pieza individual y pasa a ser la interfaz entre materiales.
La adhesión en sobremoldeo médico depende de: compatibilidad química, temperatura de proceso, estado superficial, geometría y espesor del recubrimiento.
Un prototipo rígido puede validar ensamblaje, pero no:
- Adhesión real entre sustratos
- Resistencia al pelado
- Envejecimiento de la interfaz
- Delaminación bajo ciclos térmicos
- Estabilidad tras esterilización
Estos fallos suelen aparecer tarde — frecuentemente ya con el molde piloto o incluso en validación industrial.
Problemas de esterilización en TPE médico
Aquí el riesgo deja de ser solo técnico y pasa a ser documental. No todos los elastómeros soportan igual los distintos métodos de esterilización:
- Autoclave: 121 °C — vapor saturado
- EtO: óxido de etileno
- Gamma: radiación ionizante
La estabilidad depende del material concreto del expediente — no del sustituto, no del prototipo impreso, no de un TPU genérico. Si la validación se hace con materiales alternativos, el equipo sigue sin conocer los cambios de dureza, el envejecimiento, la deformación, la estabilidad funcional ni la compatibilidad real con el método de esterilización.
Y el descubrimiento llega tarde: durante biocompatibilidad, esterilización o transferencia industrial.
Qué dispositivos médicos utilizan TPE y TPU
Los elastómeros termoplásticos médicos aparecen habitualmente en:
- Contacto paciente: grips, agarres, superficies blandas, interfaces ergonómicas
- Sellado: válvulas, membranas, juntas, labios flexibles
- Diagnóstico: equipos portátiles, interfaces táctiles, sobremoldeos técnicos
- Consumibles: conectores, sistemas de transferencia, componentes flexibles desechables
Prototipo rígido vs prototipo inyectado en TPE: qué valida realmente cada uno
La siguiente tabla resume qué puede y qué no puede validarse con cada tecnología de prototipado en proyectos con TPE en dispositivos médicos:
| Tecnología | Geometría | Ergonomía | Contracción | Shore real | Esterilización | Sobremoldeo |
|---|---|---|---|---|---|---|
| SLA flexible | Sí | Parcial | No | No | No | No |
| TPU impresión 3D | Parcial | Parcial | No | No | No | No |
| Vacuum casting | Sí | Alta | No | Parcial | No | No |
| Prototipo inyectado P2P | Sí | Sí | Sí | Sí | Sí | Sí |
Cuando el objetivo es validar proceso y no solo forma, el rapid tooling, el molde piloto o el bridge tooling aportan información que otras tecnologías no pueden proporcionar.
Validación funcional con material final
Cuando el prototipo utiliza el material final de producción, el equipo obtiene:
- Validación de proceso: contracción real, llenado real, líneas de soldadura, comportamiento de expulsión
- Validación funcional: Shore procesado, tacto, elasticidad, recuperación
- Validación industrial: sobremoldeo, adhesión, comportamiento de ciclo, desmoldeo
- Validación regulatoria: esterilización, biocompatibilidad, ensayos sobre pieza representativa
En ese momento el prototipo deja de ser una maqueta y pasa a ser una herramienta de reducción de riesgo.
La pregunta que cambia el proyecto: ¿El protocolo de validación incluye piezas inyectadas con el material final previsto? Si la respuesta es no, parte de esos riesgos puede permanecer abierta hasta los primeros lotes del molde definitivo: desmoldeo, respuesta Shore del componente, adhesión y compatibilidad con el ciclo de esterilización. En dispositivos médicos, ese descubrimiento no afecta solo al coste: también puede afectar al calendario de validación, documentación y registro.
Los prototipos P2P permiten fabricar prototipos inyectados con material final, moldes piloto, bridge tooling, sobremoldeo técnico y series cortas para validación funcional previa a industrialización — especialmente en proyectos con TPE · TPU · TPV · PEBA · sobremoldeo · dispositivos médicos · elastómeros técnicos.
Preguntas frecuentes sobre TPE médico
¿Puede validarse un componente médico TPE mediante impresión 3D?
Solo parcialmente. La impresión 3D valida forma, ergonomía y montaje, pero normalmente no reproduce la contracción, el comportamiento reológico ni la dureza procesada del componente inyectado con material final.
¿Cuándo conviene fabricar un prototipo inyectado?
Cuando deben evaluarse material final, sobremoldeo, sellado, esterilización o función elastomérica, un prototipo inyectado con el grado previsto aporta datos más representativos antes del molde piloto o del molde de serie. La validación final sigue dependiendo del producto y del proceso de producción.
¿Un TPU impreso equivale a uno inyectado?
No. La historia térmica y la morfología son distintas. El comportamiento funcional puede cambiar significativamente en parámetros críticos como dureza Shore procesada, elasticidad y recuperación elástica.
¿Qué riesgos aparecen al pasar directamente al molde de serie con un TPE médico?
Los más frecuentes son: deformación en desmoldeo, desviaciones Shore, fallos de adhesión, incompatibilidad con esterilización y cambios dimensionales. En dispositivos médicos ese descubrimiento afecta también al calendario de validación, documentación y registro.