A practical learning and reflection space on the challenges of injection-moulded plastic part development and the decisions that matter before committing to production tooling.
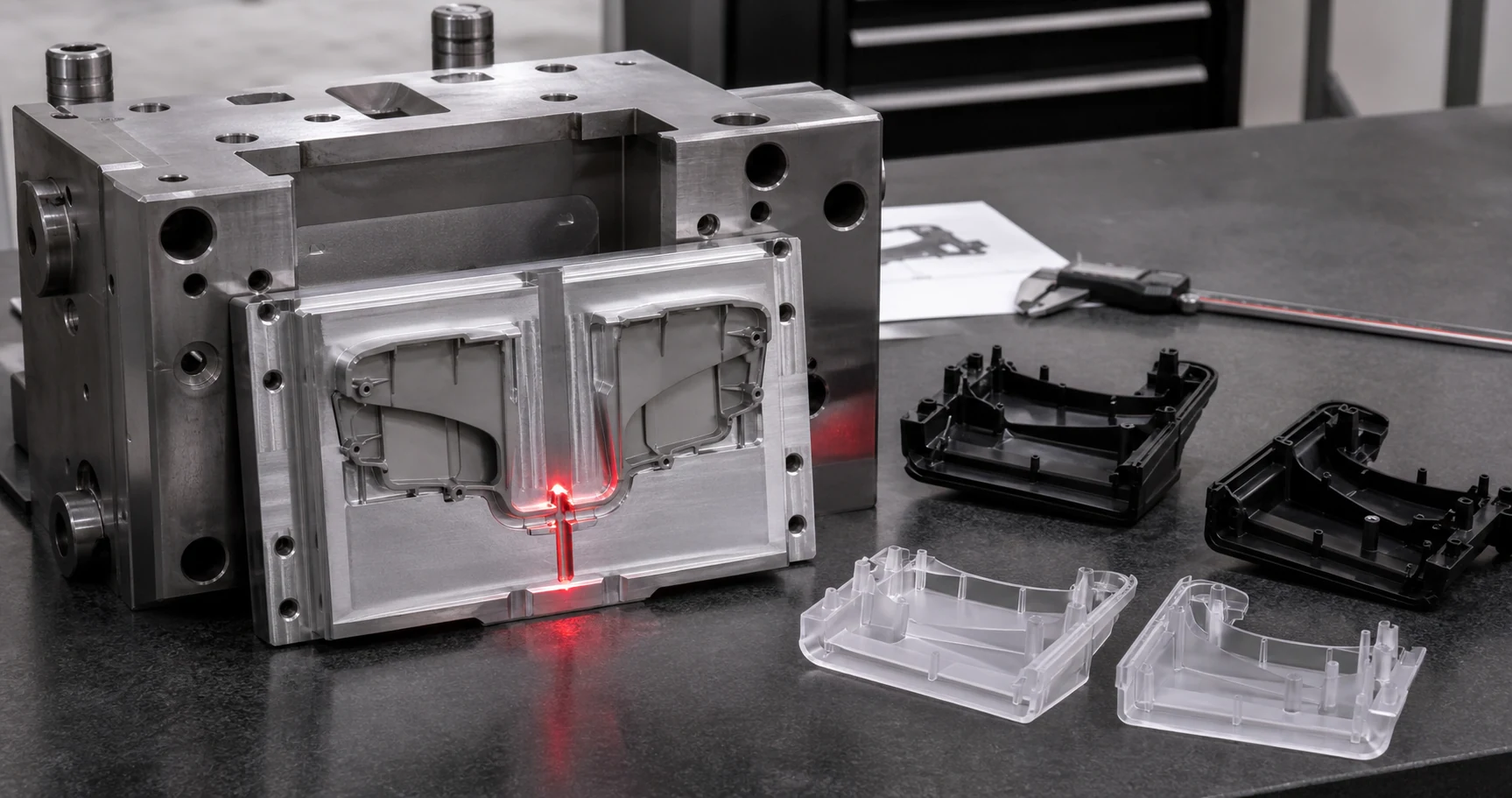
The injection point conditions flow, weld lines, packing, shrinkage and visible marks. Validating it in prototype avoids carrying uncertainty into production tooling.
3D printing, CNC and silicone tooling can be excellent options, but they do not always answer the material, process and tolerance questions that decide production tooling.
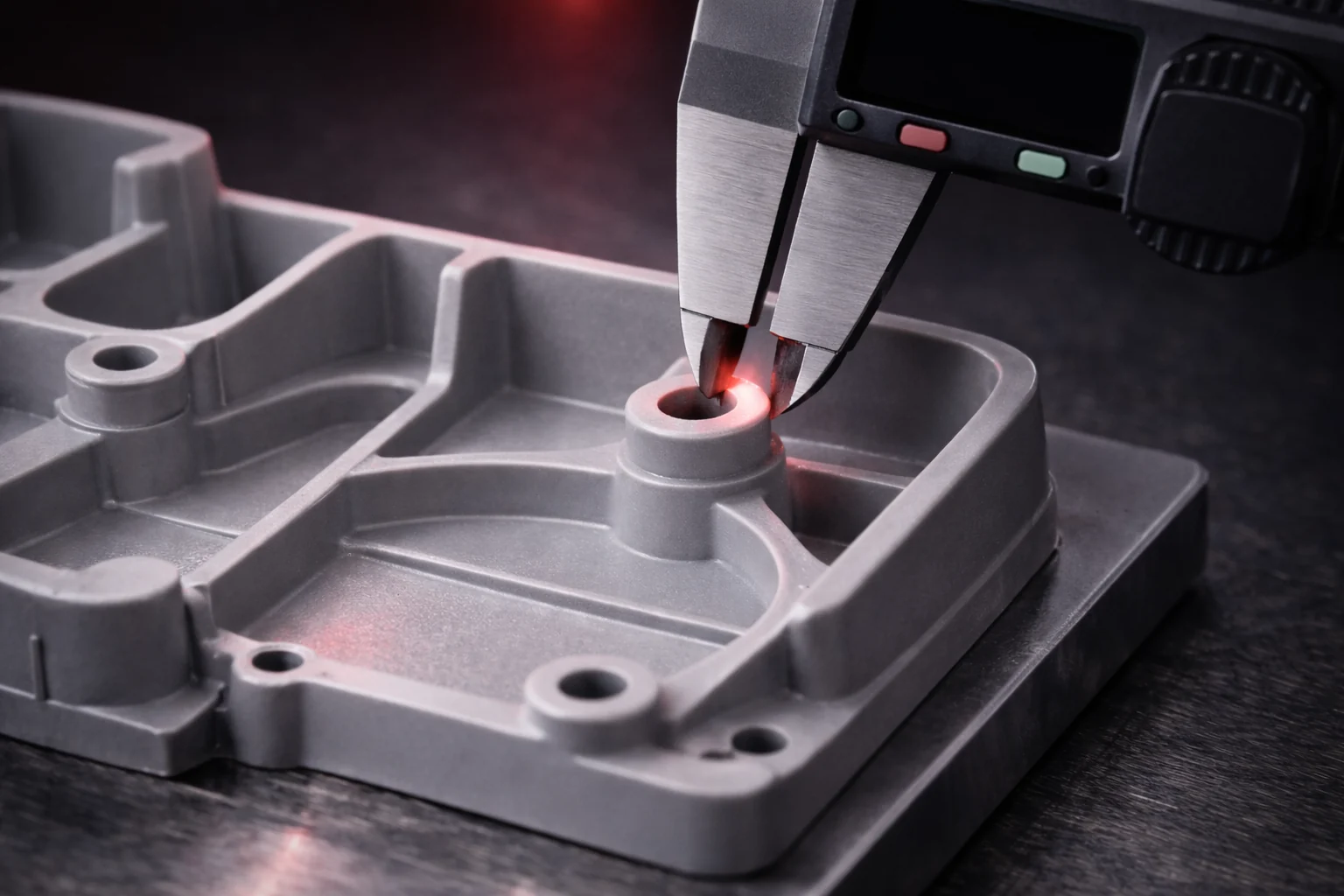
Temperature, pressure, speed and cooling define the range where an injection-moulded part is acceptable. That range is confirmed with production material and measured parts.
Changing supplier between prototype and production tooling can force the team to repeat technical learning exactly when launch timing has the least room.
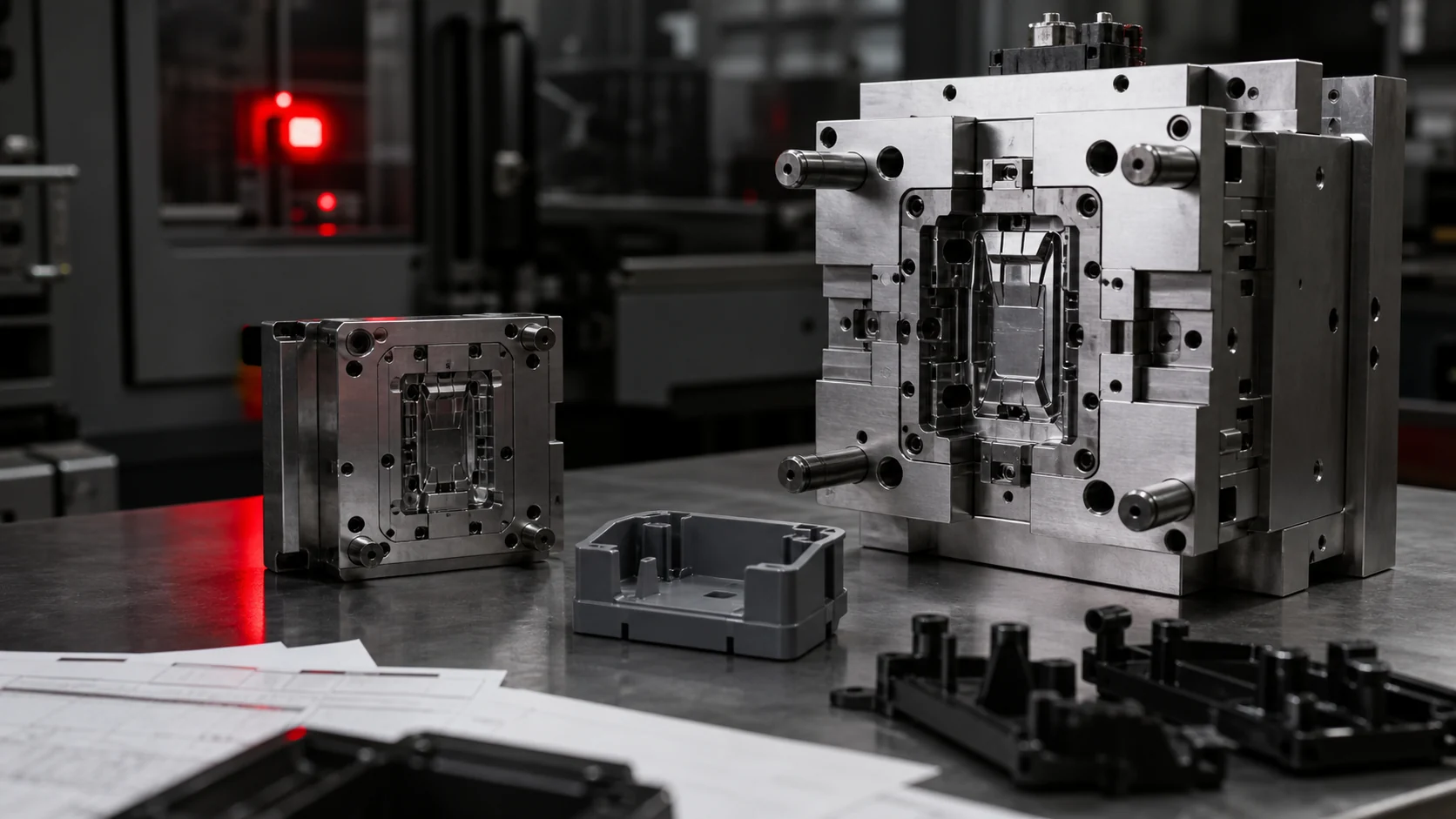
The PQ should not be the first time the team discovers the real capability of the process. An injection-moulded prototype batch can anticipate CTQs, dimensional variability and preliminary Cpk before production tooling.
Thermoplastic elastomers (TPE, TPU, TPV, PEBA) introduce variables that no rigid prototype can reproduce: functional demoulding, processed Shore hardness, overmoulding adhesion and sterilisation compatibility. Validating with substitute materials transfers that risk to the production mould.
Equiplast 2026 and the international plastics trade show circuit confirm the same direction: process validation, traceability, energy efficiency and real data before the production mould.
Validating engineering plastic parts with ABS, SLA or other substitute materials can hide shrinkage, tolerance and mechanical-behaviour errors. This article explains why production material must enter the prototype phase.
In medical programmes, evidence from substitute-material prototypes is not enough. This article explains how final-material injection at prototype phase reduces technical and regulatory risk before production launch.
Medical devicesProduction materialInjection moulding
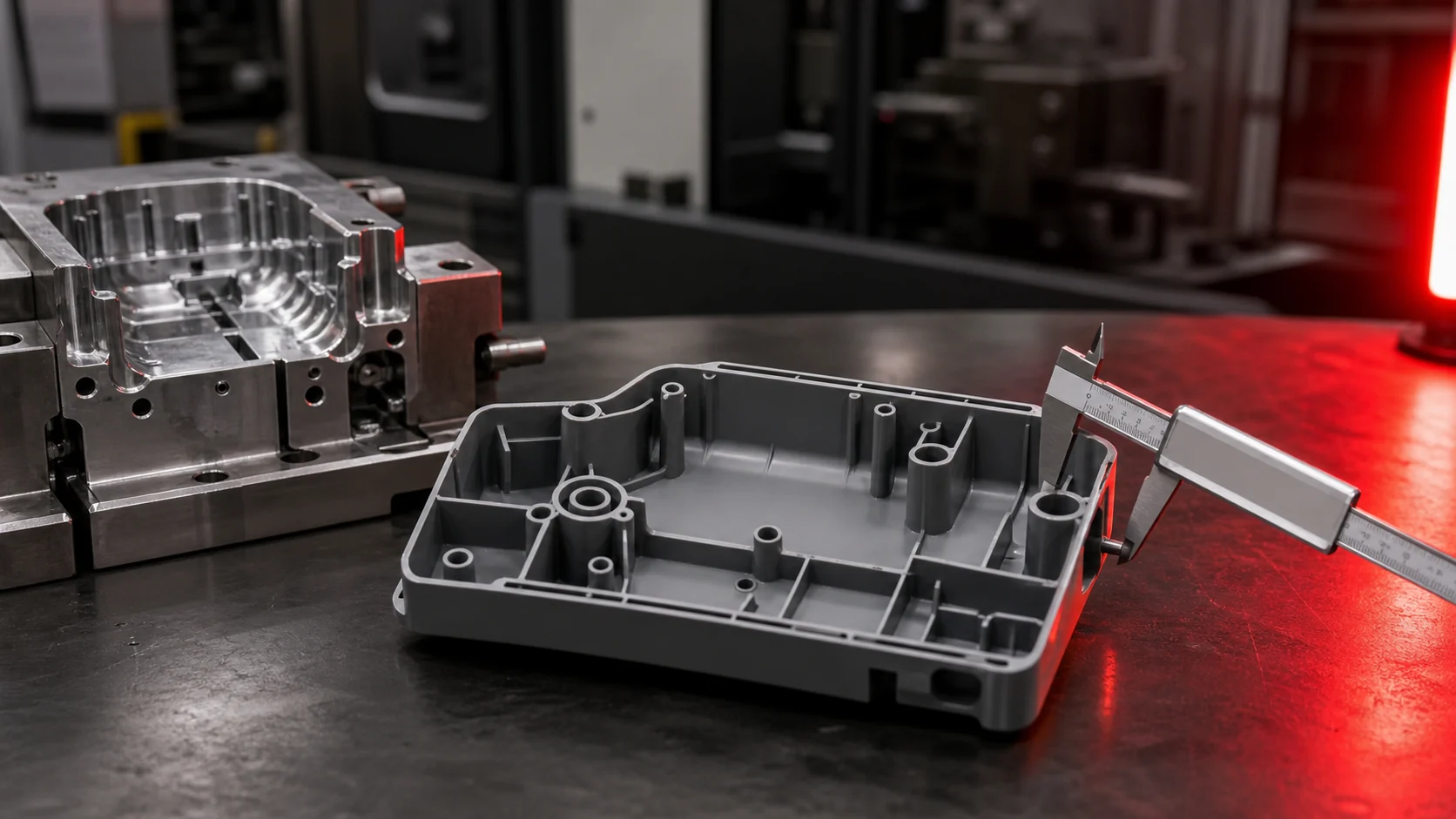
Geometric checks alone do not prevent production rejects. If final production material and real injection conditions are not validated early, risk is transferred to production tooling, where corrections become slower and more expensive.
Process validationFinal production materialPilot2Plant
When each component passes tolerance checks but the final assembly fails, the issue is rarely in CAD alone. It is usually a late validation problem. This article explains why and how to avoid carrying that risk into production tooling.